南京天普电气系统工程有限公司是专业从事环保、能源、楼宇智能化行业的产品研发、系统集成、技术支持为一体的综合性技术企业。
南京天普电气系统工程有限公司是专业从事环保、能源、楼宇智能化行业的产品研发、系统集成、技术支持为一体的综合性技术企业。 天普系统集成,涵盖了环保、能源、楼宇等行业自动化解决方案,可以显著降低集成成本,成熟的模块化程序集成于应用程序库,为高质量和标准化提供了基础。
天普系统集成,涵盖了环保、能源、楼宇等行业自动化解决方案,可以显著降低集成成本,成熟的模块化程序集成于应用程序库,为高质量和标准化提供了基础。
 天普箱柜成套,专业生产高压柜、低压柜、非标柜、直流屏等电气设备,秉承高品质 低价格的经营理念,不断完善生产工艺、技术,有效保证各种产品能够科学合理的贯彻国家颁布的各项标准。
天普箱柜成套,专业生产高压柜、低压柜、非标柜、直流屏等电气设备,秉承高品质 低价格的经营理念,不断完善生产工艺、技术,有效保证各种产品能够科学合理的贯彻国家颁布的各项标准。
 天普自主产品,利用自身行业实践优势,联合开发了报表软件、APP监控、风量平衡系统等产品,并不断完善与创新,满足客户不同系统需求。
天普自主产品,利用自身行业实践优势,联合开发了报表软件、APP监控、风量平衡系统等产品,并不断完善与创新,满足客户不同系统需求。
 天普工程案例,在环保、能源、楼宇等行业,积累了典型的项目实施经验,能够更优质的服务于客户。
天普工程案例,在环保、能源、楼宇等行业,积累了典型的项目实施经验,能够更优质的服务于客户。
 天普下载中心,提供了系统集成相关的选型、手册、说明、软件等资料。
天普下载中心,提供了系统集成相关的选型、手册、说明、软件等资料。
 南京天普电气系统工程有限公司是专业从事环保、能源、楼宇智能化行业的产品研发、系统集成、技术支持为一体的综合性技术企业。
南京天普电气系统工程有限公司是专业从事环保、能源、楼宇智能化行业的产品研发、系统集成、技术支持为一体的综合性技术企业。 南京天普电气系统工程有限公司是专业从事环保、能源、楼宇智能化行业的产品研发、系统集成、技术支持为一体的综合性技术企业。
南京天普电气系统工程有限公司是专业从事环保、能源、楼宇智能化行业的产品研发、系统集成、技术支持为一体的综合性技术企业。

系统集成 ● 电厂辅控解决方案
Power plant solution
一、除灰系统
控制功能简介
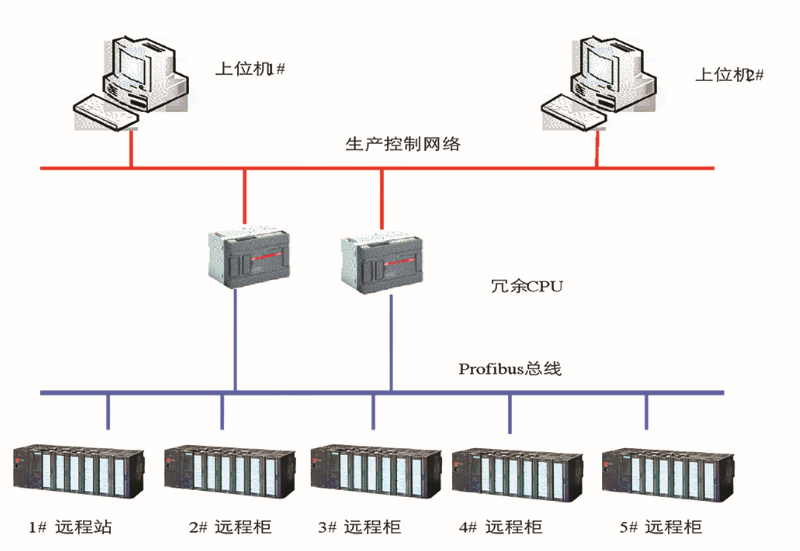
PLC控制系统已经在电力行业的辅控系统中得到良好的应用,该系统的控制功能有
高性价比的硬件配置
控制系统采用双机热备冗余配置。
良好的人机界面和安全、科学操作
重要设备和关键性的操作,均具备二次确认功能。
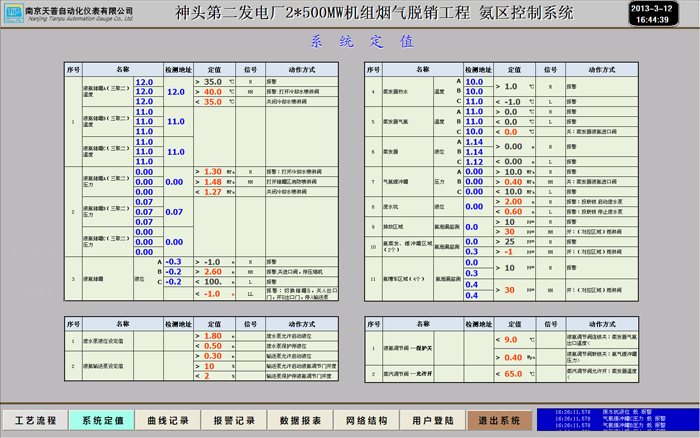
简单的参数设定
独立的差数设定表,能够很方便的整定、改变一些重要参数。
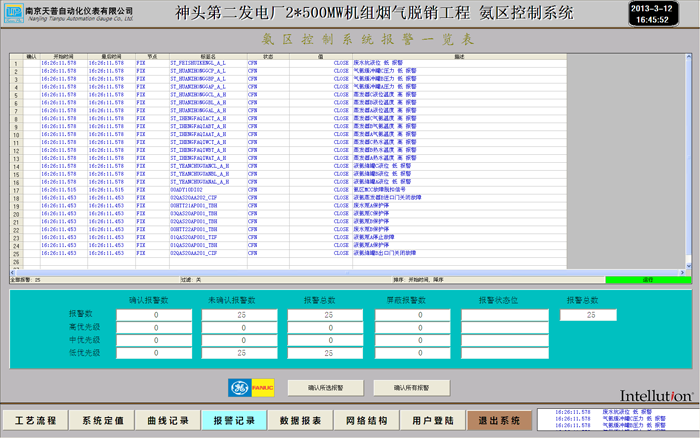
准确的报警提示及查询
完整的历史数据存储
方便的报表生成和打印
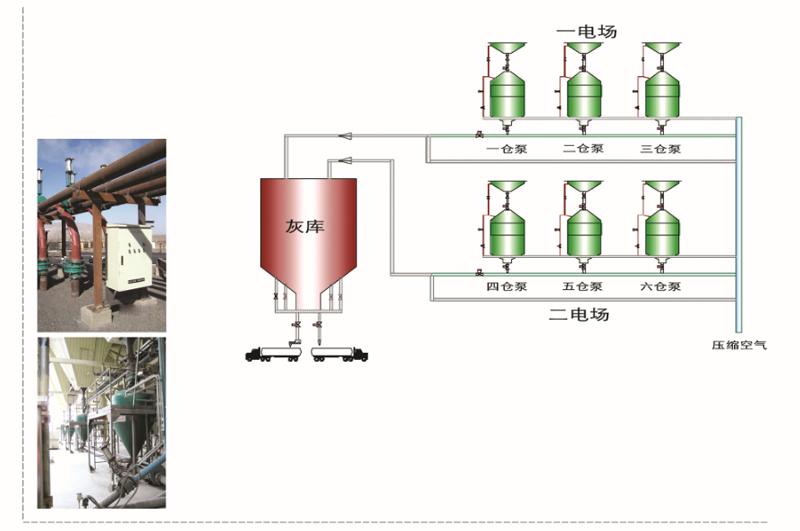
控制工艺流程概述
除灰工艺及特点主要分为:
进料阶段
进料阀呈开状态,进气阀和出料阀关闭,仓泵内无压力,粉煤灰进入仓泵。当物料充满仓泵(充满系数75-85%)后,仓泵内灰位高至与料位计探头接触时,料位计发出科满信号。在控制系统作用下,自动关闭进料阀,进料结束。
流化阶段
仓泵上料位计发出仓泵满信号,通过仓泵控制器自动控制进料阀和排气阀关闭。进气阀打开,压缩空气通过流化盘均匀进入仓泵,仓泵内飞灰充分流化(保证初期的灰气混合的均匀性,灰粒的碰撞、磨损、降低其粒径,提高表面光滑度),同时压力升高。当压力升高至双压表设定的上限值时,充压阶段结束。
输送阶段
压力升至压力上限,出料阀打开,气灰混合物通过出料阀进入输灰管道,输至灰库。当仓泵内飞灰输送完毕后,管路阻力下降,仓泵内压力降低。当仓泵压力降至压力下限值时,输送阶段结束。
吹扫阶段
进气阀和出料阀仍然保持开启状态,吹扫仓泵及输灰管道内的残余灰,以利于下次输送。也可说吹扫过程是对输送过程的补充。吹扫过程按时间设定,吹扫结束后,关闭进气阀,延时关闭出料阀,泄掉余压,然后打开进料阀,仓泵恢复到进料状态。二次气吹扫过程中,灰管压力变送器实时检测灰管压力。
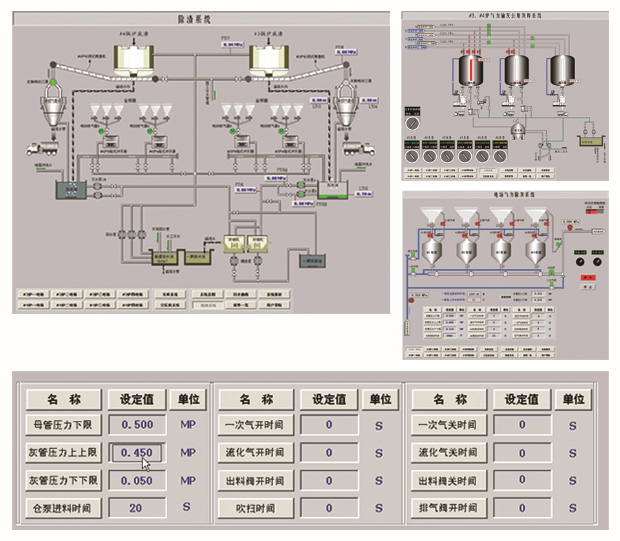
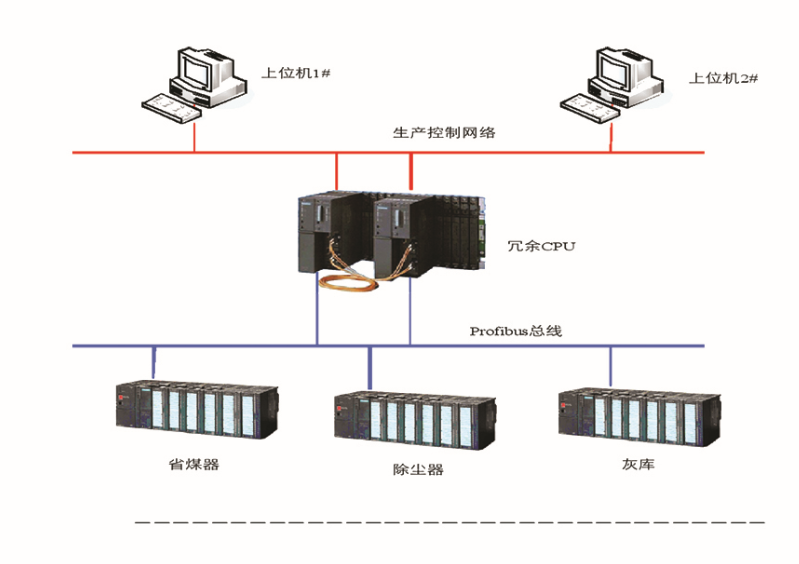
系统拓扑图
飞灰处理系统工艺流程图
正压气力除灰系统
微正压气力除灰系统
负压气力除灰系统
双套管紊流输灰系统
成果展示

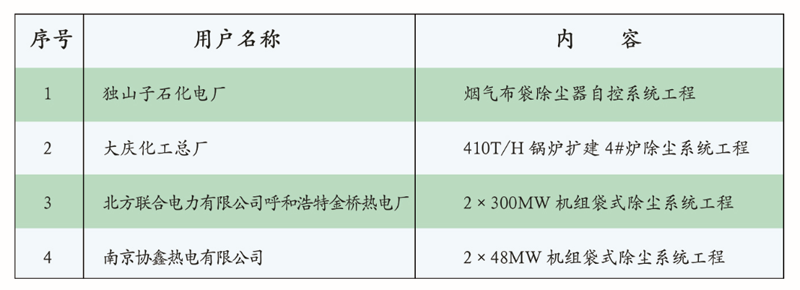
主要业绩
二、袋式除尘器系统
袋式除尘器控制特点
袋式除尘器控制系统主要完成电厂烟气排放除尘的功能,其控制特别如下
根据平均差压选择相应的清灰模式
系统采用定时清灰模式,不受系统差压影响
系统在限定高差压范围内进行定时清灰顺序
根据入口烟气温度启动紧急降温系统

袋式除尘器控制系统拓扑图
袋式除尘器系统组成
布袋除尘器自控系统采用PLC或DCS控制、上位机管理、LCD画面显示,集中控制系统包括高、低压设备的运行控制、布袋除尘系统控制等。中央集中控制系统为一闭环控制系统,由系统主计算机,高低压控制装置,烟道浊度仪等组成。计算机接收由浊度仪传来的信号,经PLC或DCS程序处理后由主机向高低压供电装置等设备进行控制,使之工作在最佳状态下。
除尘工艺中的基本过程控制功能由高低压控制系统PLC或DCS完成,优化控制功能和过程管理功能由上位监控机完成,上位监控机能以动态画面和数据实时显示生产信息,设备状态和故障信息,制表打印及信息存储记录,随时可打印实时数据及屏幕显示内容,打印故障类型和时间,数据缺省值等方面的管理。
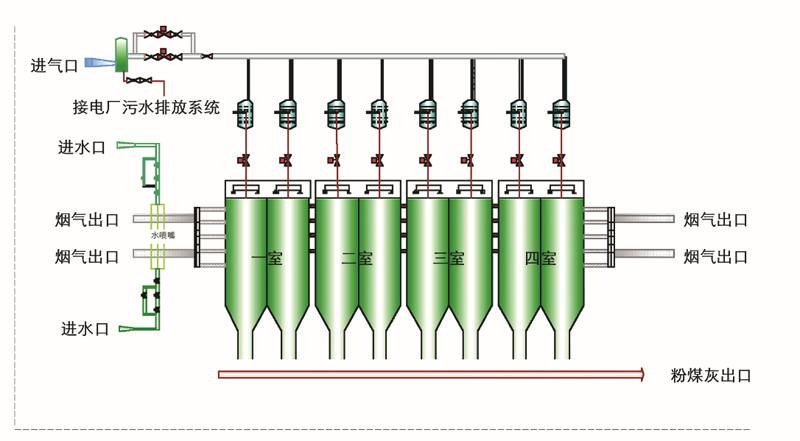
袋式除尘器控制效果
袋式除尘器控制效果体现在进除尘室烟气温度的控制和除尘器的进出口差压控制。袋式除尘器控制效果图如右图:

袋式除尘器工艺流程图
成果展示

部分典型应用
三、输煤程控系统
工艺流程图
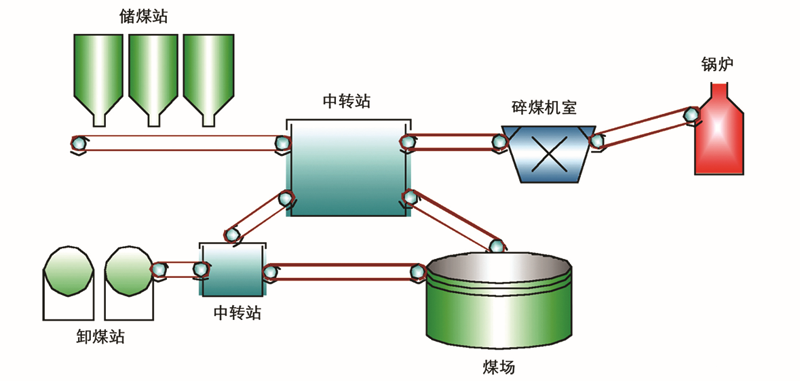
系统组成
输煤系统的控制对象有:皮带机、斗轮堆取料机、滚轴筛、环式碎煤机、清水泵、振动器、刮水器、电动三通挡板、入炉煤取样器、除尘器、叶轮给煤机、盘式电磁除铁器、带式电磁除铁器、皮带采样装置、卸料车等。
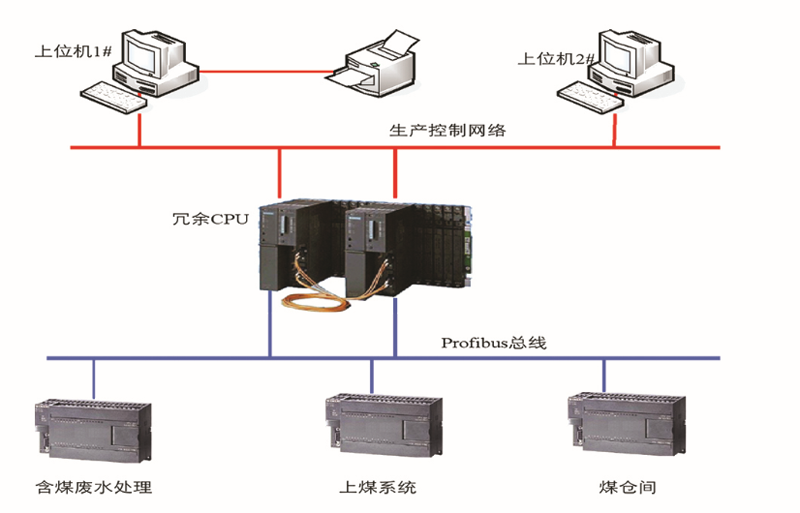
程序控制系统采用可编程控制器(PLC)作控制主机,并采用双主机模块热备方式运行。上位采用两台客户机形式构成监控网络,知名品牌软件作为人机界面,实现工艺参数的实时采集显示(DAS)、系统操作(CONTROL)、报警信息自动记录(ALARM&DATALOG)、历史趋势显示(HISTORY)、系统联网(NETWORK)等功能。
操作员站具有管理功能,可以显示系统总貌,分组显示,回路显示,报警显示,系统状态显示,定义生产动态显示,相关参数显示等。同时可进行操作信息、系统状态信息、生产记录和统计信息打印。
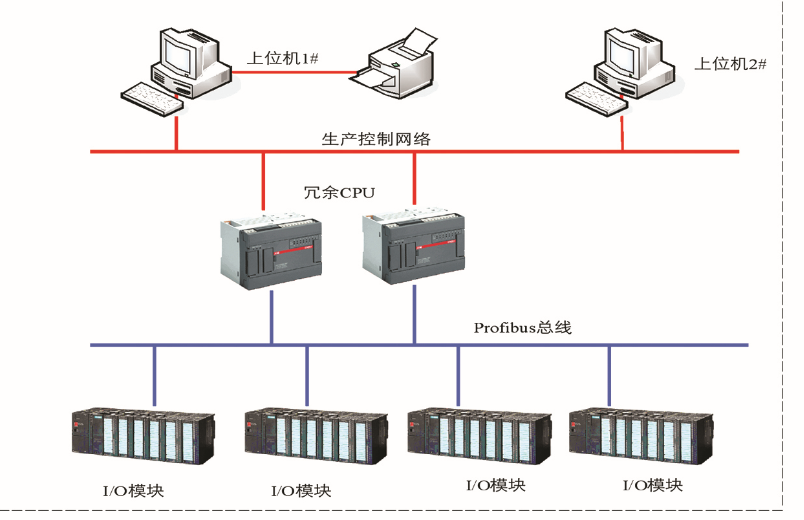
系统拓扑图
控制特点
采用集散型结构,开放性好、易于扩展、性能稳定可靠
上位机采用双机热备形式,可靠性好
双缆冗余通信,网络安全性高
计算机监控管理功能强大,实时采集,及时显示运行工况及有关数据,画面形象逼真,动感强
故障响应准确及时,可自动显示或打印故障时间、性质和地点,并进行声光报警
上煤控制分程控自动、程控手动和就地三种操作方式,具有流程选择自动判断及自动执行功能
系统具有连锁保护功能
配煤控制具有程控自动配煤、程控手动配煤和就地配煤三种工作方式
程控配煤中,低煤位优先、顺序配煤和余煤配煤三种方式相结合
可实现分炉计量和堆场计量功能
为确保安全运行,系统对被测设备设置各种检测和保护功能
可根据需要,实现输煤程控系统与MIS或DCS的联网
控制方式
设备的控制方式有以下几种
实验方式:即手动操作方式,这种方式是在上位机对单个设备进行开、关,启、停的操作,设备间的联锁关系已经被解除,不存在联跳功能。
集中联锁手动:此方式是对要启动的流程中的设备按逆煤流方向一对一的启动,按顺煤方向一对一停机。
自动方式:按照预先设定的流程启动或停止相关的设备,是一种正常运行方式,要求现场设备必须处于正常状态。
就地方式:在就地操作箱上把手自动选择按钮打在就地位置,从操作箱上发出启停或者开关命令,实现对现场设备的操作。
成果展示
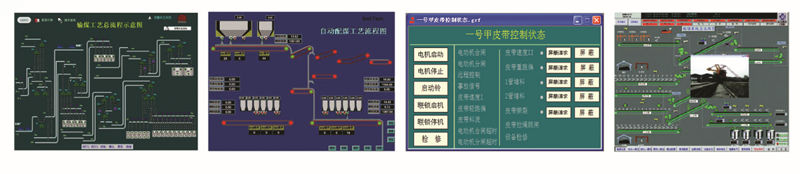
部分典型应用
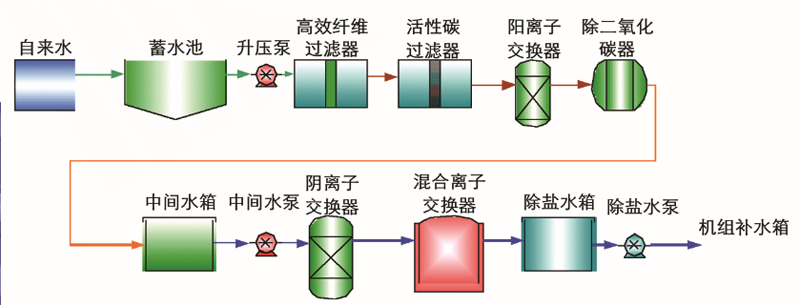
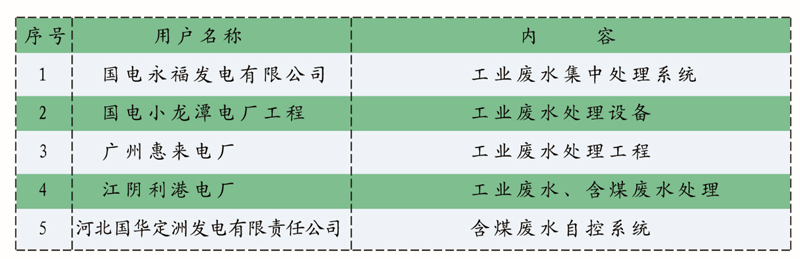
四、废水、化水控制系统
生产工艺简介
含煤废水工艺流程如图所示

电厂化学水工艺流程如图所示
系统拓扑图
控制系统采用双机热备冗余配置,工业控制计算机作为上位机,可编程控制器(PLC)为基础控制级,PLC和工控机之间采取以太网通讯。
系统控制功能
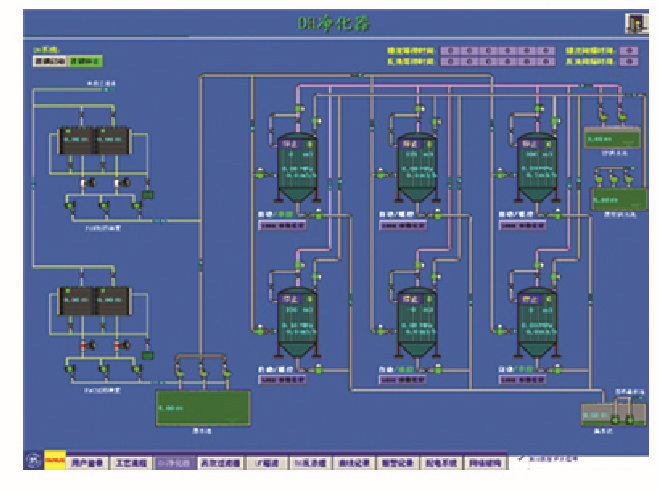
DH净化器
广泛用于各种工业废水和生活污水的净化和深度处理回用,对污染因子,特别是SS、COD、P、色度、浊度等去除率高,耐冲击负荷强。
DH净化罐气动阀门自动控制
排泥自动控制
反洗自动控制
PAM、PAC加药装置连锁控制
水池液位连锁控制
系统排泥、反洗等待控制
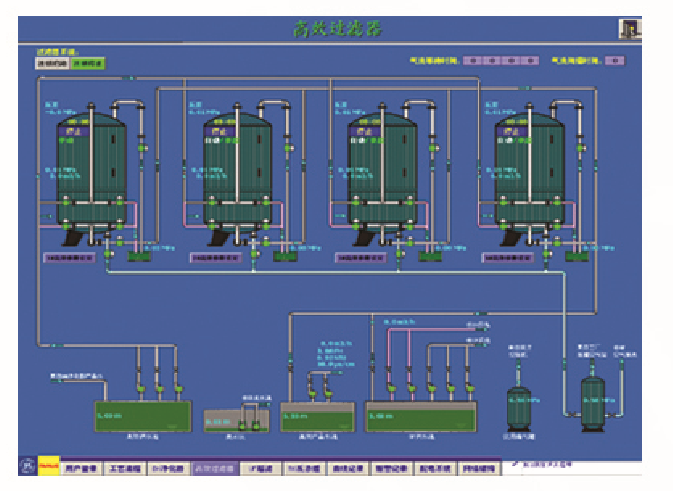
高效过滤器
高效纤维过滤器是一种结构先进、性能优良的压力式纤维过滤设备,它采用先进的技术,成功的解决了纤维滤料在过滤和清洗过程中存在的各种问题。
气动阀门5步序自动控制
系统气洗等待控制
水池液位连锁控制
压差反洗自动控制
出水水质检测控制
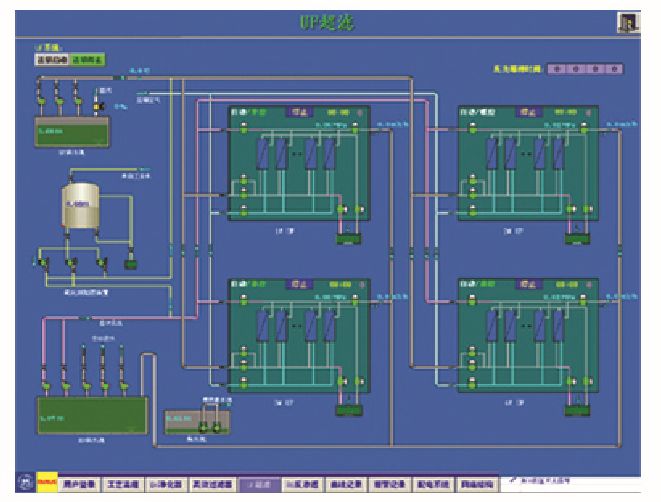
UF超滤
超滤系统(UF)是以中空纤维超滤膜为中心处理单元,配以特殊设计的管路、阀门、自清洗单元、加药单元和自控单元等,形成闭路连续控制系统。
气动阀门7步序运行自动控制
反洗过程自动控制
供水泵、反洗泵连锁控制
水池液位连锁控制
氧化剂加药装置连锁控制
系统反洗等待控制
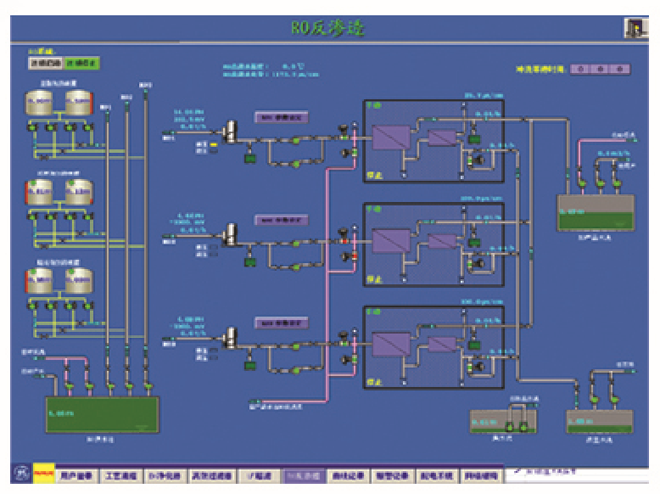
RO反渗透
反渗透系统主要去除水中溶解盐类,同时去除一些有机大分子,前阶段末去除的小颗粒等。
盐酸加药系统自动控制
阻垢剂加药系统自动控制
还原剂加药系统自动控制
供水泵、反洗泵连锁控制
电动慢开门、冲洗门、排水门控制
水池液位连锁控制
系统反洗等待策略控制
高压水泵连锁控制
成果展示
部分典型应用
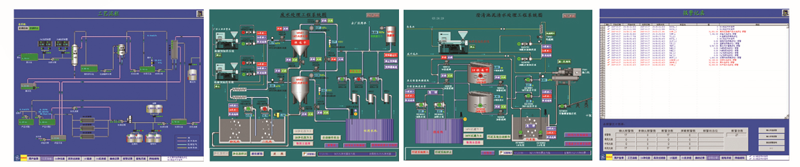
1、工艺流程

2、系统概述
脱硝控制系统分为氨储存与供应控制系统(主要包括氨储存、供应和排放)和SCR 控制系统(主要包括喷氨系统,SCR 蒸汽吹灰系统)。
脱硝系统的总体控制思路:根据SCR 反应系统进出口烟气的NOx 浓度、烟
气量等相关烟气参数以及脱硝率、摩尔比计算出所需的喷氨量,调节供氨调节阀,
对气氨缓冲罐的压力产生影响,根据气氨缓冲罐的压力调节供氨的流量,液氨流
量的变化导致蒸发器内热水温度的变化,从而调整进口蒸汽的供应量。
3、控制功能



4、成果展示